A one-stop comprehensive service provider for round-handled cutting tools.

0512-6306 0818

Drilling process of cross holes in steel parts, because of the impact at the break hole, the drill bit is prone to chipping, breaking and rapid wear.ToolAs a result, the cost is high, the efficiency is low, and the quality is also difficult to stabilize. Domestic well-known axle manufacturers have been troubled by this problem for a long time, and their products are shown in Figure 1, the working condition and processing conditions are as follows: the material to be processed is 50# steel, HRC28-32, drilling on the blank surface, surface roughness 3.2, one piece two holes,
Vertical CNC machining center, machine tool with internal cooling, hydraulic fixture, hydraulic tool holder.
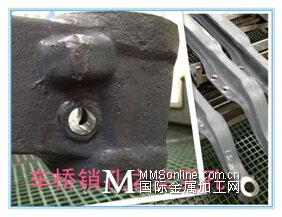
Figure 1 Cross hole of the axle pin hole
The depth and diameter of the hole and the condition of the broken hole are shown in Fig. 2:
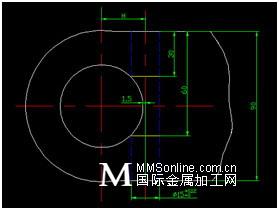
Figure 2 Cross-hole size of axle pin
At present, the bridge manufacturers provide solutions and tools, but the effects are not very ideal. The summary of the situations is as follows:
Scheme 1: Use a replaceable head drill or U-drill with a better global brand, the drill is processed to the break hole, the replaceable head head will often fall off, this scheme is unstable.
Scheme 2: The standard hard alloy internal cooling drill bit of the better global brand is adopted to complete it directly in one operation, and it has been proved through practice that the machining is unstable, the life is low, and the tool often breaks.
Straightness and roughness are difficult to guarantee.
Scheme 3: The use of hard alloy internal cooling flat bottom drills with better global brands for processing, it has been proven through practice that the efficiency is low, the tool wear is very fast, and the tool change is frequent.
Plan 4: Increase guide drilling, use better global brands of diamonds, feed in stages, slow down at the half-hole, so that the products processed meet the size and various requirements.
All stable, but the drill bit still shows rapid wear and the number of regrinds is only one or two times, for such a low life, the cost for the customer is also very high.
Improve and optimize the plan:
Firstly, the drill bit is ingeniously designed, especially the form of the cross edge, the knife tip protection, and the design of the negative chamfer of the groove, which is just right. The blunting of the edge further improves the wear resistance, as shown in Fig. 3.
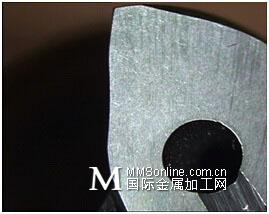
Figure 3 Complete slotting, blading, and bladework
Secondly, through multiple trials, we have summarized a reasonable cutting scheme - guide drill + pilot drill, as detailed below:
Process one: guide the drilling to a certain depth to guide the drilling of the pilot hole.
Process Two: ¢15 pilot hole drilling, Vc=70M/min, feed in three stages, F=0.25mm/r when the depth of cut reaches 30MM, reduce the feed speed F=0.1mm/r when the depth of cut reaches 60MM (i.e., the pilot hole machining section), and then restore to F=0.25mm/r after the pilot hole machining is completed, until the entire hole is machined.
Improve and optimize the effect of the plan:
1. Drill bit normal wear, processing conditions stable, can continue to ensure the size of the hole and all aspects of the requirements;
2. Life is stable at 210-230 pieces (38-40M), which is twice the previous one mentioned, using imported brand drill bits better.
3. Efficiency increased by 1/3;
4. Can be regrinded 5-7 times, which can significantly reduce costs.




