
0512-6306 0818


本次加工对象为典型的航空航天结构件,材质为TC21钛合金。该材料因其高强度和优异的抗疲劳性能被广泛应用于承力构件,但其导热系数低、化学活性高、弹性模量小,属于典型的难加工材料。
加工内容:型腔铣削
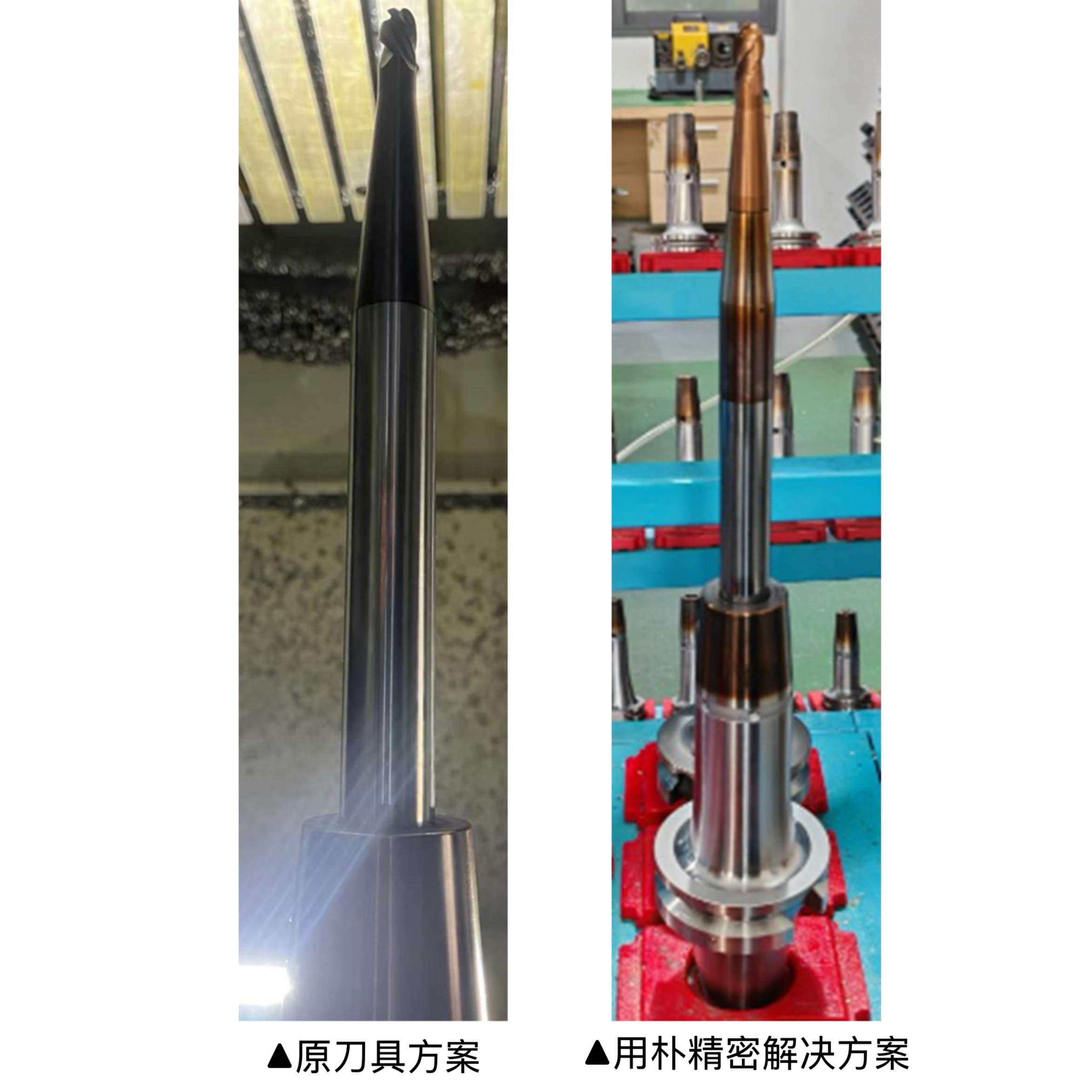
原方案:整体硬质合金锥度球头铣刀
冷却方式:乳化液外冷(浓度7%~9%)
在原加工方案中,虽然整体硬质合金刀具能够勉强完成加工,但刀具成本居高不下,成为工艺降本的“拦路虎”。客户亟需一种既能保证加工稳定性,又能大幅降低刀具综合成本的新方案。
面对客户的痛点,用朴精密并没有简单地提供一支替换刀具,而是提出了一套完整的 YPP Mill®模块化刀具系统解决方案。这套方案的核心在于“分体式”设计,将刀头与刀杆分离,实现了刚性与经济性的完美平衡。
用朴精密刀具配置方案:
刀头: YPP Mill®D12R6 硬质合金球头铣刀(高精度可换刀头)
连接:双头热缩延长杆(高刚性连接)
刀杆:硬质合金刀杆(优异抗振性)

这套方案之所以能成功替代传统整体硬质合金刀具,关键在于其结构设计对TC21钛合金加工特性的精准把控:
极致刚性,抑制振颤:钛合金加工最忌讳振动。用朴精密采用硬质合金刀杆+双头热缩延长杆的组合,极大提升了刀具系统的整体刚性。热缩刀柄拥有极高的夹持精度和动平衡性,能有效抑制加工过程中的高频振颤,保障了型腔侧壁的表面质量。
降低换刀成本,刀杆重复使用:传统整体硬质合金刀具在刃口失效后,昂贵的锥度柄部也随之报废。而用朴精密的 YPP Mill®分体式方案,仅需更换前端小小的D12R6球头,高精度的硬质合金刀杆和延长杆可以长期重复使用。这正是“单支刀具成本只有原刀具1/4”的技术基础。
针对TC21的几何设计:用朴精密的 YPP Mill®D12R6球头刀头采用了专为钛合金切削优化的槽型和涂层,在7~9%浓度的乳化液外冷条件下,能有效排屑并减少积屑瘤的产生,确保刀具寿命达到客户要求。
经过严格的现场切削测试,用朴精密的解决方案交出了一份亮眼的成绩单:
性能达标:刀具寿命完全满足客户单批次加工需求,无崩刃、异常磨损现象,加工表面质量符合航空标准。
成本锐减:由于昂贵的刀杆部分可以永久性使用,单支刀具(分摊后的切削刃口成本)成本仅为原整体硬质合金刀具的1/4。
年度节省:仅此一个加工项,为客户带来的直接刀具成本节省高达 36万元/年。


用朴精密隐私声明 隐私保护联系方式:sandvikchinaprivacy@sandvik.com



