
0512-6306 0818


Driven by the core demand for cost reduction and efficiency improvement in manufacturing, Yongpu Precision, leveraging a customized form milling cutter solution, developed a comprehensive process-to-tool optimization package for a shift block processing customer. This solution slashed single-piece processing time from 15 minutes to just 6 minutes. Combined with an annual production capacity of 300,000 pieces, it delivered remarkable annual savings exceeding 2.38 million RMB for the customer.
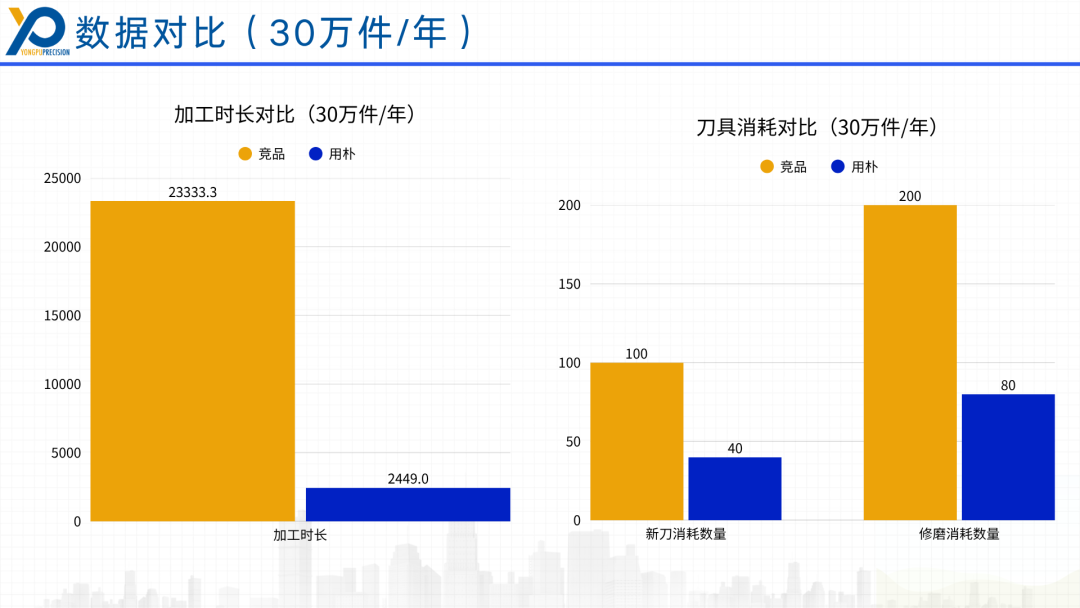
Cumulative machining time saved: 20,893.4 hours, equivalent to eliminating the need for 5 machine tools.
Annual savings on machine tool depreciation and labor costs: ~2.089 million RMB.
Annual reduction in tooling costs: ~300,000 RMB.
Total annual cost savings: ~2.389 million RMB.
▲Workpiece

▲Fixture
Workpiece Information:
Product Name: Shift Block
Material Grade: ZG310-570
Material Hardness: HB179-217
Machining Requirements: Rough and finish milling of formed contour surfaces to final dimensions. Surface roughness: Ra1.6; Contour tolerance requirement: 0.05.
Machining Equipment: VMC850P Vertical Machining Center, BT40 spindle.
Cooling Method: External flood coolant, emulsion.
Annual Output: 300,000 pieces.


Yongpu Solution: The Continuous Tool Optimization Journey
Machining Strategy Innovation – Overall Workpiece Processing Efficiency Increased by 150%
Initial Customer Situation: The original process used 6 rough milling passes (conventional milling) + 1 finish milling pass (conventional milling), resulting in high cutting force, workpiece vibration, rapid tool wear, and a total processing time of 15 minutes per pair of workpieces.
Improvement Measures:
1.Rough Milling: Changed from conventional to climb milling, reducing cutting resistance and vibration risk, preventing abnormal tool wear/failure.
2.Reduced from 6 rough milling passes to 2 passes + 1 finish pass.
3.Optimized cutting parameters by calculating chip thickness, increasing feed per tooth, and improving machining efficiency.
Result: Processing time per pair reduced from 15 minutes to just over 6 minutes – a 150% efficiency increase.
Toolholder Upgrade – Enhanced Life Stability
Follow-up Challenge: After parameter optimization, the customer reported significant fluctuations in tool life and premature tool changes due to out-of-tolerance workpiece contours, requesting further improvement.
Improvement Measure: Replaced sidelock toolholders with high-performance milling chucks, significantly improving tool clamping runout accuracy. This prevented abnormal tool wear/failure and contour errors caused by poor tool runout.
Result: Tool life stabilized to over 800 pieces, and contour qualification rate increased to 99%+.
Cutting Edge Reinforcement – Doubling Tool Life Again
Customer Situation: The main cause of early tool failure was edge chipping, exacerbated by the process involving both roughing and conventional finish milling, increasing edge wear.
Improvement Measure: Optimized edge strength to enhance impact resistance.
Result: Tool life increased from 800 pieces to 2,000 pieces.
Optimized Cutting Edge Design – Tool Life Breaks Through 2,500 Pieces
Customer Situation: As the tool wore, workpiece contour accuracy gradually deteriorated, forcing the customer to change tools prematurely.
Improvement Measure: Optimized rake angle and chip groove geometry for freer cutting and reduced cutting resistance.
Result:
Contour qualification was maintained even with flank wear reaching 0.15mm.
Tool life further increased to over 2,500 pieces.
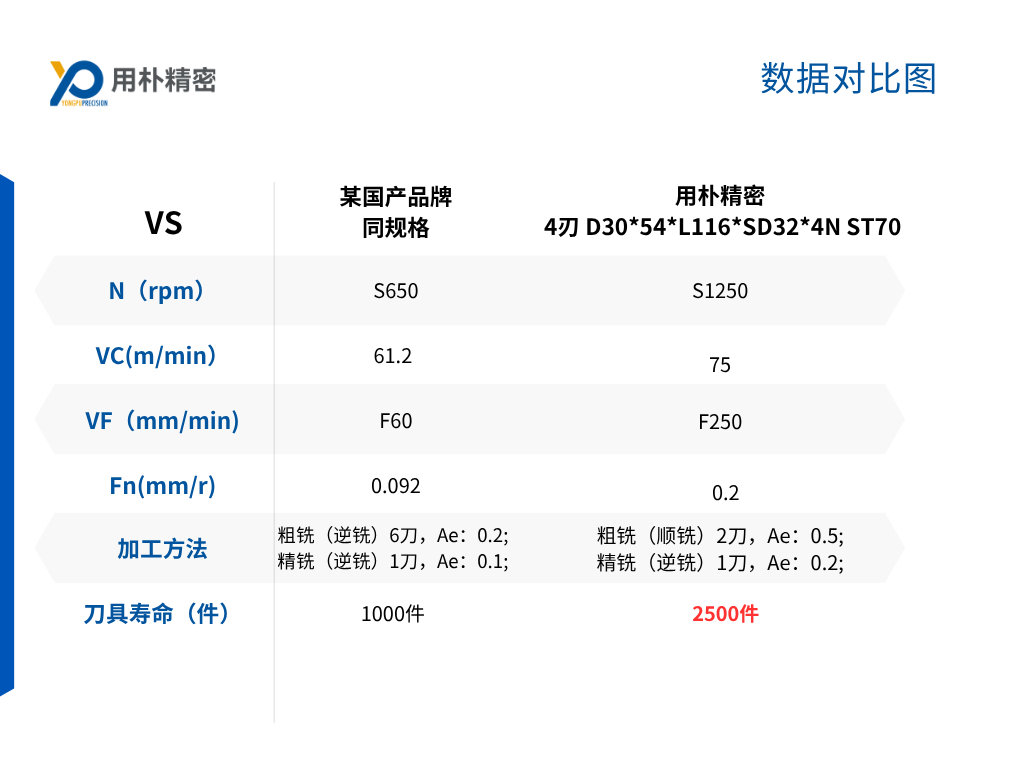
Machining Parameters and Comparative Data vs. Competitors
Case Summary: A Comprehensive Upgrade from "Reactive Firefighting" to "Proactive Prevention"
Through a four-step progressive approach — machining strategy innovation, toolholder selection upgrade, cutting edge reinforcement, and cutting edge geometry optimization — Yongpu Precision helped the customer achieve four core breakthroughs:
✅ Efficiency Leap: Machining efficiency increased by 150%, single-piece cycle time compressed from 15 to 6 minutes.
✅ Life Breakthrough: Tool life broke through from an initial ~1,000 pieces to over 2,500 pieces.
✅ Quality Control: Workpiece contour qualification rate improved from 90% to 99%+.
✅ Cost Plunge: Annual cost savings exceeded 2.38 million RMB, effectively doubling machine capacity.
Urgent need for cost reduction and efficiency improvement? Contact Yongpu Precision now for a customized tooling solution!
The following content is published in Issue 12 of the magazine.
Cutting Tool Engineering:
https://www.mcimt.com/e/25/12.html

Metal Processing:






