
0512-6306 0818

钢类零件交叉孔的钻削加工,因为破孔处的冲击导致钻头受力不均,钻头容易出现崩刃、断刀和磨损快的现象。刀具用户因此成本高、效率低,而且质量也难以稳定控制。国内知名车桥生产厂家长期为此问题困惑,其产品如图1,工况及加工条件如下:被加工材料为50#钢,HRC28-32,毛坯面上钻孔,粗糙度3.2,一件两孔,
立式CNC加工中心,机床带内冷却,液压夹具,液压刀柄。
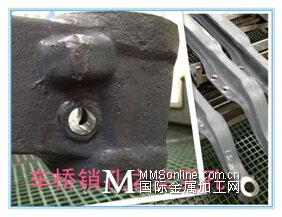
图1 车桥销孔之交叉孔
孔深和直径以及破孔情况如图2所示:
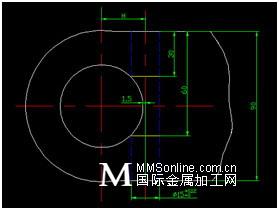
图2 车桥销孔交叉孔尺寸
目前车桥厂家提供方案和刀具,但效果都不太理想,总结有如下几种情况:
方案1:采用全球较好品牌的可换头式的钻头或U钻,钻头加工到破孔处,可换头的头部会经常脱落,此方案不稳定。
方案2:采用全球较好品牌的标准硬质合金内冷钻头直接一道序完成,通过实践证明了加工不稳定,寿命低,经常断刀,
直线度和粗糙度难以保证。
方案3:采用全球较好品牌的硬质合金内冷平底钻加工,通过实践证明,效率低,刀具磨损很快,需频繁换刀。
方案4:增加引导钻,采用全球较好品牌的钻头,分段进给,在半边孔处降低速度,这样加工出来的产品尺寸和各方面要求
都还稳定,但钻头还是出现快速磨损而且钻头的复磨次数也只有一到两次,对于这样的低寿命,客户的成本也是非常的高。
改进优化方案:
首先,钻头设计奇巧,特别是横刃形式、刀尖保护、槽的负倒棱设计恰到好处,刃口钝化又进一步提高了耐磨性,见图3。
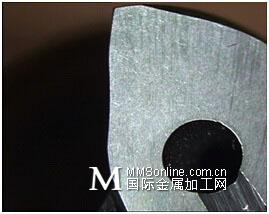
图3 完好的槽型、刃型和刃口处理
其次,我们通过多次试验,总结出合理的切削方案——引导钻+破孔钻,详细如下:
工序一:引导钻加工到一定深度,为破孔钻做引导。
工序二:¢15破孔钻加工,Vc=70M/min,进给分三段,加工到30MM深的时候采用F=0.25mm/r ,加工到60MM深的时候(即破孔加工段)降低进给速度F=0.1mm/r, 破孔加工完后再恢复到F=0.25mm/r,直至把整个孔加工完毕。
改进优化方案效果:
1.钻头正常磨损,加工状况稳定,可以持续保证孔的尺寸和各方面要求;
2.寿命稳定在210-230件(38-40M),是前面所提的采用进口品牌钻头使用较好的2倍;
3.效率提高1/3;
4.可以复磨次数5-7次,降低成本也非常可观。



