
0512-6306 0818

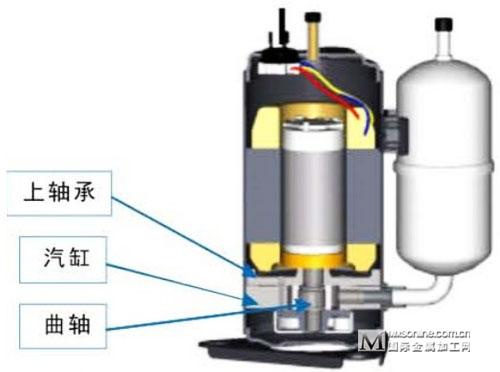
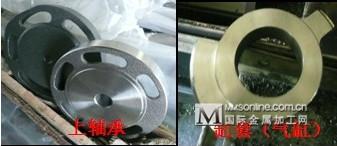
空调压缩机机芯组件主要有气缸、机架、气缸盖、曲轴、滑片、活塞等零部件组成。这些零部件其中气缸、气缸盖、机架常采用灰铸铁材质(HT250)而活塞材质镍铬钼铸铁、曲轴材质球墨铸铁QT500-7 。
针对加工灰铸铁材料的CBN刀片牌号为BN-S30,此牌号刀片硬度高、抗冲击性好、韧性好、耐磨性好,适合铸铁切削加工领域,粗加工和精加工均可用。BN-K20牌号是华菱针对铸铁精加工研发,CBN粒度更细,CBN含量更高,适合高速精加工。加工活塞时材质镍铬钼合金铸铁 单边加工量(吃刀深度)小于2.5mm亦可采用BN-S30牌号刀片高速切削加工镍铬钼铸铁,若单边吃刀量大于2.5mm使用BN-K1牌号刀片大余量车削镍铬钼合金铸铁意提高加工效率、降低生产成本。加工铸铁的CBN刀片牌号硬度高低依次为BN-K20,BN-S30,BN-K1;而韧性从高到低依次为BN-K1,BN-S30,BN-K20,BN-K10牌号。
数控车加工灰铸铁气缸、气缸盖、机架等空调压缩机铸铁零件时常用切削参数比较:
株洲钻石YBD、日本三菱UC5115及京瓷CA4515均为硬质合金涂层刀具(数控刀片)的材质牌号;其切削线速度一般采用200--350m/min,BN-S30牌号是非金属粘合剂立方氮化硼刀片切削速度:粗加工灰铸铁气缸、气缸盖、机架300-650m/min;精加工灰铸铁气缸、气缸盖、机架时350—750m/min.。
在数控车加工灰铸铁气缸、气缸盖、机架时,三种硬质合金涂层数控刀具均对切削线速度比较敏感,线速度越高,刀具耐用度越低,线速度上限为330m/min。但BN-S30牌号非金属粘合剂CBN数控刀具对切削线速度不敏感,气缸、气缸盖、机架加工灰铸铁用户可以根据自身设备和加工灰铸铁条件选择,原则上,考虑到气缸、气缸盖、机架毛坯的失圆度,粗加工灰铸铁常用较低的线速度100-350m/min;精加工灰铸铁后气缸、气缸盖、机架的动平衡较好时可采用600m/min以上的切削速度,且加工表面质量优异。
针对灰铸铁加工灰铸铁研发新的立方氮化硼刀具BN-S30牌号和BN-K20牌号,主要用于汽车行业机械加工灰铸铁,比如,车加工灰铸铁刹车盘,气缸、气缸盖、机架,汽车飞轮,离合器压盘,压缩机缸套,汽车缸套,发动机缸体、缸盖,变速箱壳体等等等灰铸铁,球墨铸铁材质。
新型超硬BN-S30牌号CBN刀具,采用的是非金属粘合剂,在加工灰铸铁灰铁零件时,极大的提高了刀具的寿命。另外,通过采用锋刃处理能够获得更好的表面光洁度,而且解决了刀具切出时,加工灰铸铁工件边缘和止口部位和撕裂问题,在精车铸铁刹车盘制动面时,粗糙度右以达到Ra1.6以内。适合高速切削灰铸铁,高强度球墨铸铁如HT250,HT200,HT300;QT500,QT600,QT700,QT800,QT900以及等温淬火球墨铸铁(ADI)。
CBN超硬刀具适用于轧辊、水泵、风电、压缩机、轴承、齿轮、汽车变速系统、发动机系统、刹车盘等机械加工领域。




